Dans un circuit de climatisation véhicule, le fluide frigorigène circule dans un réseau mêlant lignes rigides et flexibles. Les flexibles absorbent les mouvements et les vibrations du moteur, tandis que les lignes rigides répercutent les vibrations sur la longueur.
Sur route (VP, VU, PL), les lignes sont majoritairement en aluminium ; en machines agricoles/TP, l’acier est privilégié pour sa résistance mécanique et son étanchéité durable. La jonction rigide/flexible se fait via des raccords sertis.
→ Pour un rappel côté tuyaux et modules, voir Flexibles de clim : l’essentiel.
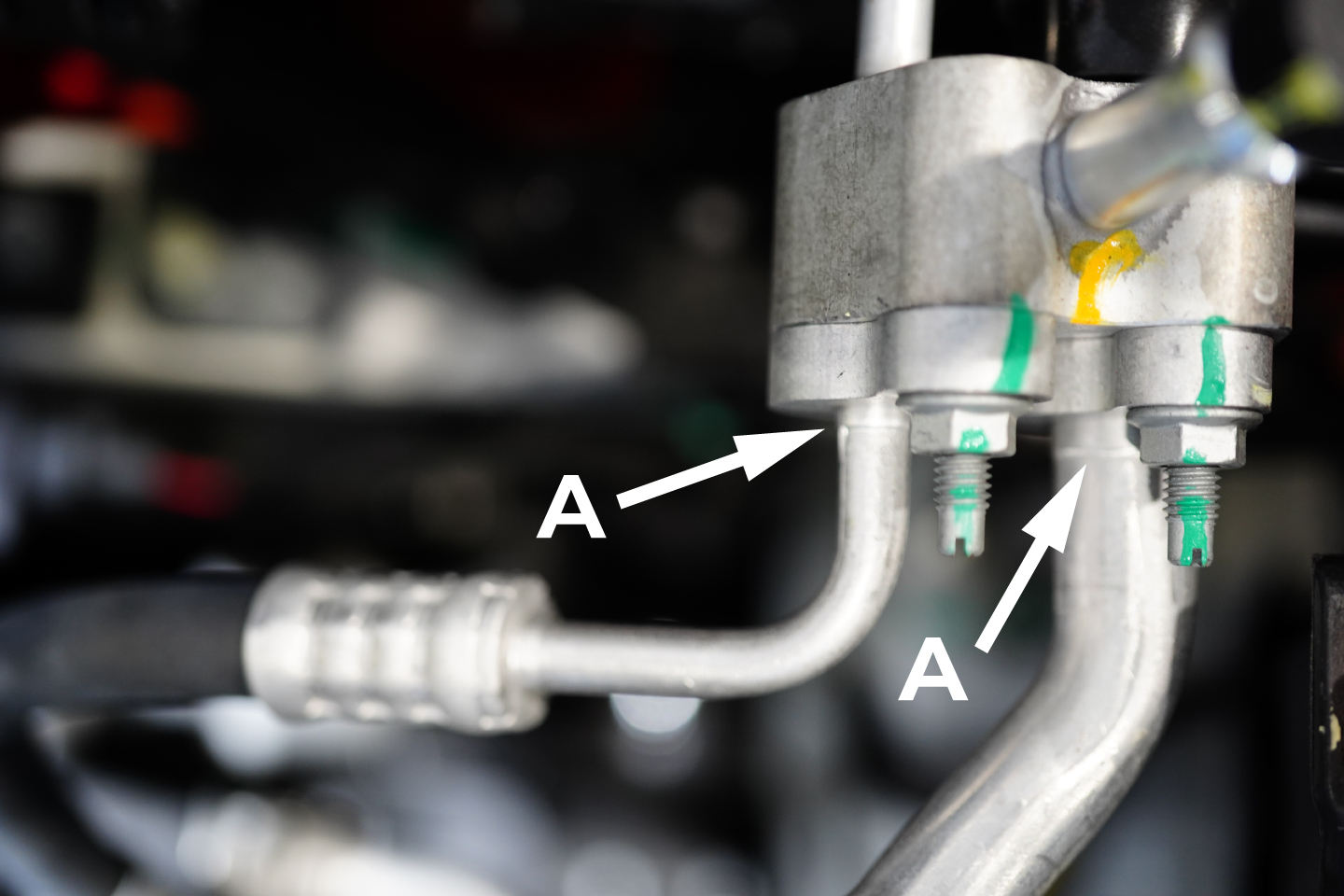
Où apparaissent les fuites ?
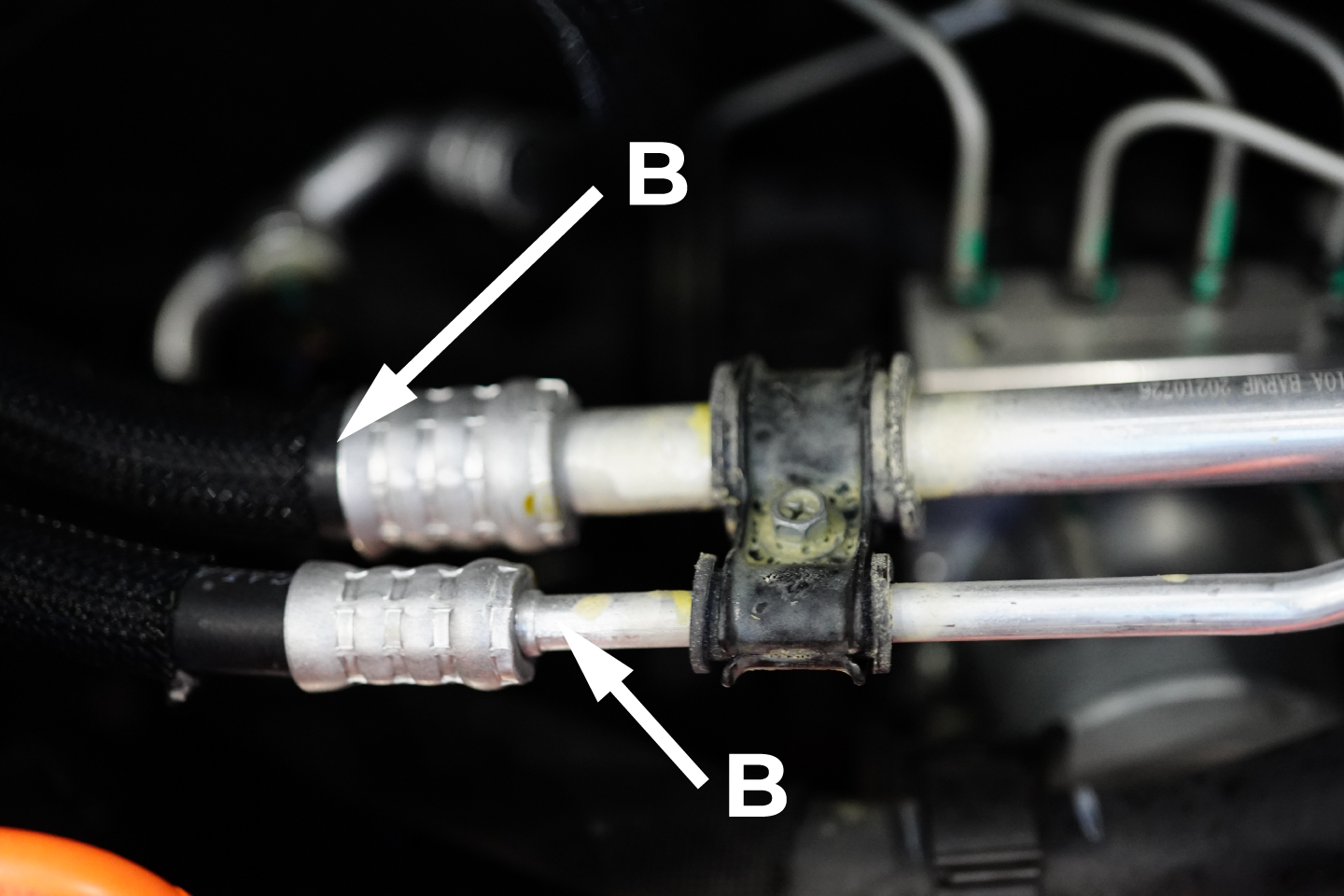
Les fuites se localisent fréquemment :
▪️Aux extrémités des lignes rigides (A), côté raccord,
▪️Au sertissage (B), côté flexible.
Deux méthodes de remise en état

Selon l’accessibilité, le coût et la disponibilité des pièces, on privilégie :
▪️Le soudo-brasage de raccords
▪️Le sertissage de raccords de réparation (sans soudure)
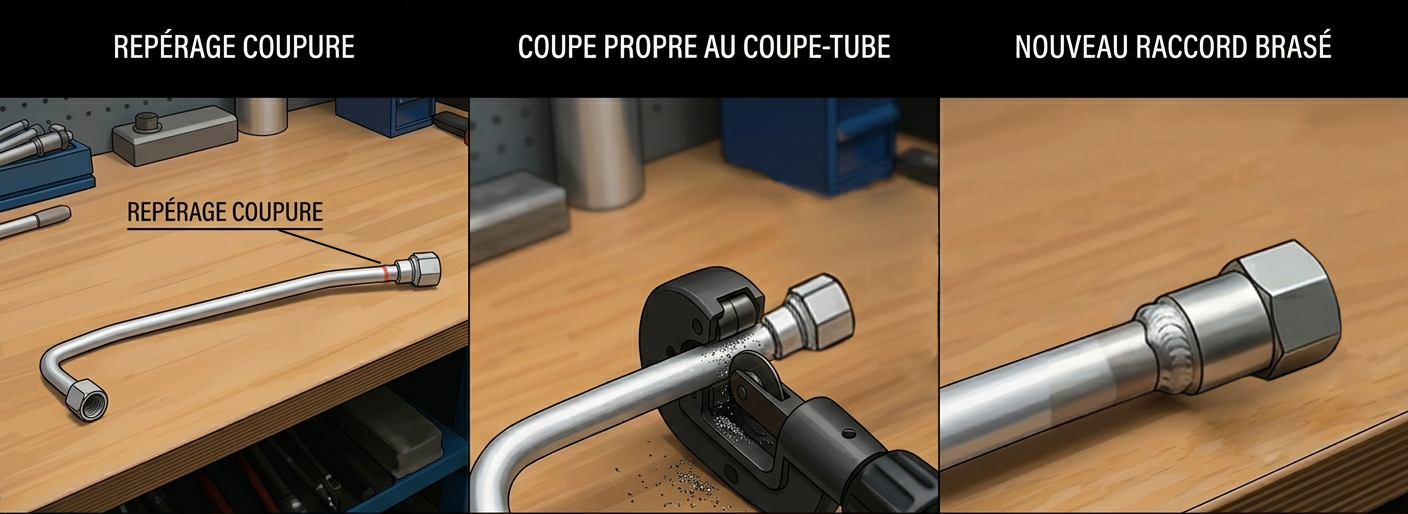
1) Le soudo-brasage de raccords
Alternative efficace lorsque le remplacement complet est coûteux ou impossible (modèles anciens).
Principe : on coupe le raccord défectueux et on le remplace par un raccord à braser (acier ou aluminium) adapté au module (6/8/10/12) et au Ø de tube.
Retrouvez dans l’annexe téléchargeable, en fin d’article, le tableau de correspondance des raccords sertis à braser / à souder.
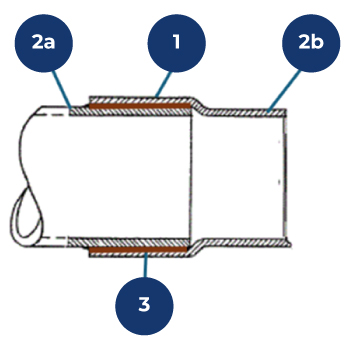
Emboîture: quand et comment ?
L’assemblage peut nécessiter une emboîture (1) sur l’un des tubes (2a/2b) pour laisser la brasure pénétrer entre les pièces (3).
Pince à emboîture 400F90 (aluminium à froid ; acier après chauffe au rouge au poste oxyacétylénique).
Ø compatibles : 3/8″ (9,53 mm), 1/2″ (12,7 mm), 5/8″ (15,8 mm), 3/4″ (19,05 mm), 7/8″ (22,23 mm), 1″ (25,40 mm), 1 1/8″ (28,58 mm).
Maîtriser le soudo-brasage
Travaillez en sécurité : EPI (gants, lunettes, masque, tablier) et ventilation adaptée.
Choix outils & consommables
▪️Raccords en acier : poste oxyacétylénique, métal d’apport : à compléter selon alliage interne.
▪️Raccords en aluminium : kit de brasage au gaz propène/propylène 420A81 (recharge 420A82) + baguettes 420A83 (alliages Al).


Réglages & chauffe (check-list)
▪️Flamme neutre.
▪️Chauffer en mouvement circulaire, en commençant par la pièce la plus épaisse (raccord).
▪️Ne pas chauffer la baguette ; éviter la surchauffe (risque de fusion des pièces).
▪️À température : acier rougi / alu aspect inchangé → présenter la baguette, tourner autour du tube et laisser la capillarité faire le travail.
▪️Refroidir à l’air (pas de trempe).
▪️Obtenir un cordon lisse, continu, sans porosités ni surépaisseurs.
▪️Brosser les résidus de flux, inspection visuelle.
▪️Épreuve d’étanchéité (azote hydrogéné) recommandée.
2) Le sertissage de raccords de réparation (sans soudure)
Solution rapide et propre pour assembler deux tubes (Ø identiques ou différents) via un raccord manchon ou T, à l’aide d’une pince de sertissage dédiée.
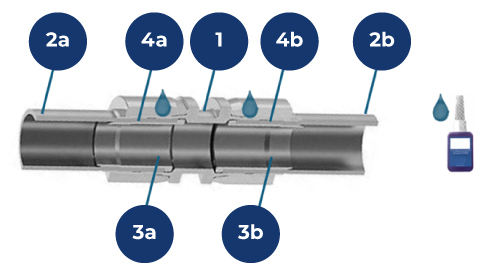
Principe :
▪️Le raccord sans soudure à deux embouts (1) reçoit les tubes 2a/2b.
▪️Une colle (réf. : 420A21) est appliquée sur chaque extrémité.
▪️Deux bagues (3a/3b) internes génèrent la pression de serrage (4a/4b) après sertissage → étanchéité.
Variantes disponibles :

Manchons

Manchons réduits

Manchons avec prise de pression
Retrouvez les références pour les manchons et les tés dans la ressource téléchargeable en fin d’article.
Outillage de sertissage des raccords de réparation
Le sertissage exige un outillage dédié :
▪️Pince de sertissage ECOCLIM : 400B42
▪️Jeux de mâchoires : Ø 9–11 mm : 400B43 – Ø 12–14 mm : 400B44 – Ø 18–19 mm : 400B45
Bonnes pratiques atelier
▪️Alu avec alu / acier avec acier uniquement.
▪️Préparer : coupe droite, ébavurage, dégraissage.
▪️Respecter les spécifications Ø/Module et références ECOCLIM.
▪️Colle 420A21 pour les raccords de réparation sans soudure.
▪️Contrôler l’alignement avant sertissage/brasage.
▪️Tester l’étanchéité après intervention.
Conclusion
Les lignes rigides assurent la tenue mécanique et la pérennité du circuit. En choisissant la bonne méthode (soudo-brasage ou raccord de réparation serti), en préparant correctement les pièces et en utilisant l’outillage adapté, vous garantissez une réparation durable et sécurisée.
Téléchargez le tableau complet des références (raccords à braser / tubes / manchons / T) – format PDF.
Prochain épisode (EP. 13) : Outillage : flexibles & raccords — sélection des sertisseuses, mors, pinces (Burgaclip/Frigoclic), outillage Springlock, clés & couples de serrage.
À lire aussi
Raccord Flare · Raccord O’ring · Raccord Rotolock · Raccord par bride · Raccord Springlock · Flexibles de clim : l’essentiel